
科学试模:是骗人的还是试模技术宝典?大家来评论
前两天有写到试模中大家的困扰和抱怨,提到了解决这些问题的最好办法是制定适合自己公司的试模流程,其中提到试模前的检查和科学试模,看到大家比较踊跃参与讨论,感觉大家对这个话题比较感兴趣的这个促使我把目前的试模资料想和大家讨论讨论;希望同行在评论区给予指正和建议,如果大家有好的资料麻烦也分享一下,来促进大家共同进步
需要完整的资料的可以点赞文章后评论回复: 想要资料 即可。我会私发给你的
我汇总的资料是结合多年的试模问题+科学试模一起的
1:需要建立模具试模的档案:项目、模具、注塑工艺调试的主要信息
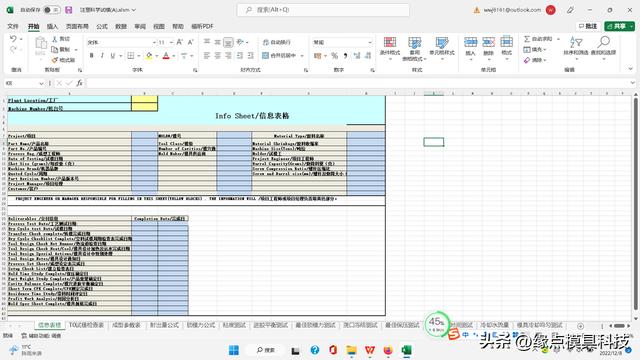

试模档案
2:试模前的检查及试模过程中的验证还有试模后的初步检查
这个可以避免模具架在机台上准备试模发现螺杆太大换机器;
模具顶杆孔和注塑的牙不匹配需要临时找顶杆或是加工顶杆等等情况
这个就是可以通过流程避免犯一些低级错误,而不是让大家仅评经验干活
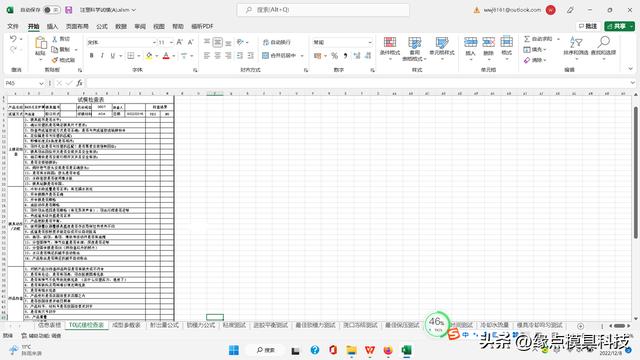
试模检查表
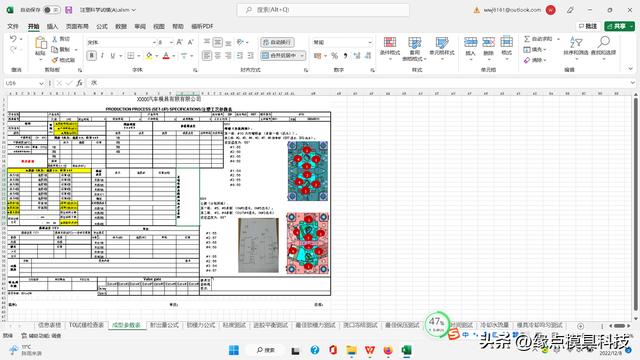
3:工艺参数表:这个是最终输出的工艺参数表
表格比较清晰明了:可以直观的看到水路如何连接及模温是否稳定和均匀;可以看到试模机台编号、大小、注塑时间、保压时间、周期等;机台编号是很重要的如果以后此模具再试模、或是生产更换了机台那它的工艺参数是需要重新验证的,很多注塑厂生产没有做到定机台、定工艺参数,所以工艺人员调工艺很忙、质量人员处理品质异常很忙,大家有没有发现“忙”在哪里?怎样做才能不忙?
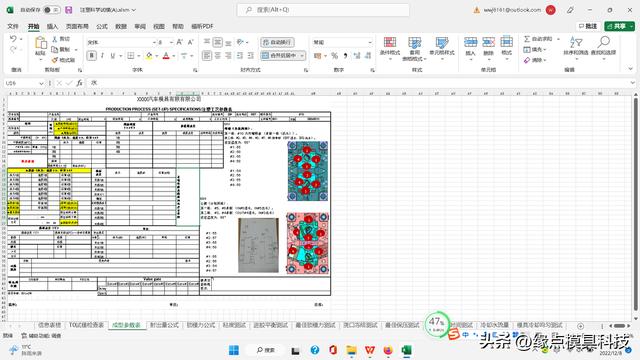
工艺参数表
4:下面我们需要用科学试模来指导工艺参数确定的过程
为什么叫工艺参数确定的过程呢? 大家平时调试的工艺我来问问大家:熔胶量、锁模力、注塑压力、注塑速度、保压压力、保压时间是如何决定的呢?有理论依据吗?请看下面:
如果你有计算过射出量的话试模&生产就不会出现涨模的问题
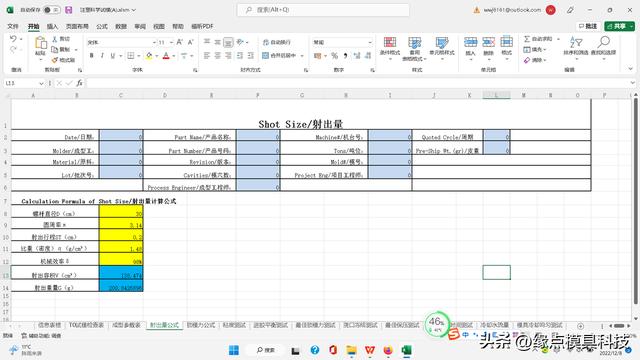
射出量计算
如果你有计算过锁模力的话就不会由于注塑工艺造成分型面有飞边(模具本身除外)
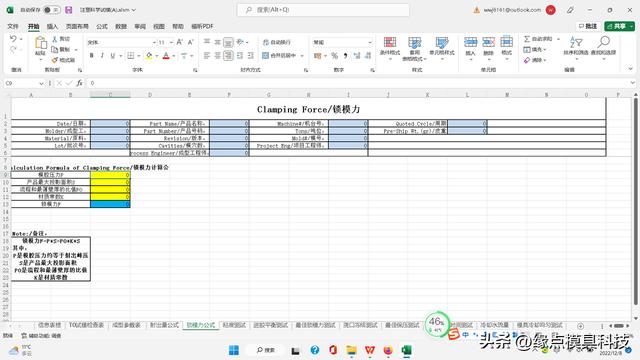
锁模力计算
如果你有做过粘度测试,你就知道此模具的注塑速度、注塑压力的范围;
很多人诧异试模为什么需要做粘度测试呢?其实产品结构、流道形式&大小、浇
口形式&大小都会对材料的剪切不一样,因此需要做粘度测试找到适合这套模具
的最佳的注塑速度、峰值注塑压力等
粘度测试
5:上面3个准备工作做好之后工艺参数的确定过程才开始:进浇平衡判定
下面对于多腔模的进浇平衡做测试,确认模具的设计和加工是否OK
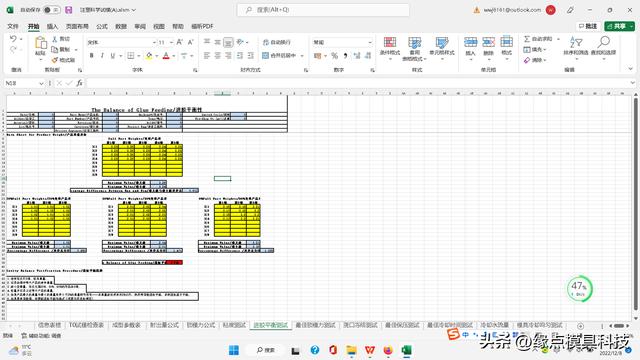
当然还有最佳锁模力、浇口冻结测试、保压测试、冷却时间测试等等
限于文章篇幅今天的分享就到这里,欢迎大家评论。
希望看到的朋友给予评论、点赞、转发、加关注
创业项目群,学习操作 18个小项目,添加 微信:923199819 备注:小项目!
如若转载,请注明出处:https://www.zodoho.com/70402.html
相关推荐
-
818是什么意思爱情含义,818在爱情代表什么意思
这个818,有点不同寻常。 发生了3件事情,我们来扒一扒: 1、茶颜悦色华东首店今天在南京开业 可能有人说这和淮安没有关系,nonono,一定会有一大批“淮安资深奶茶粉”,想办法也…
-
公司简介模板100字,公司简介模板ppt
一份公司介绍对一家公司来说是必不可少的。但对于一家创业公司来说,由于早期产品和业务都不成熟,也没有太大的竞争力。那我们应该如何写好一份有吸引力的公司介绍呢? 首先,我们先要明确一下…
-
入职新媒体有什么注意点?面试怎么答?
新媒体入门其实很简单,关键就是入门之后,你继续深入学习的能力 所以本文不讲理论,只讲一个纯小白如何从0入门新媒体运营,包括对新媒体现状的认知、简历的重点,最后说说我对于新手小白从0…
-
洗脸吧加盟排行,洗脸吧加盟排行榜
作者:倪云华 今天带大家一探医美行业的内幕,帮你去了解一下医美行业运行的内在规律。我想看完这篇文章,你就会了解整个医美行业背后的那些内幕。看看医美行业,到底是怎么赚钱? 首先我们来…
-
娱乐圈甜宠文,极致反差萌影帝与腹黑傲娇大小姐《南风只许甜》
图片来源于网络 第26届qwert颁奖礼火热正在进行中… “让我们恭喜南风再次荣获影帝,这已经是他第二次获得影帝称号了,让我们期待南风有更好的作品呈现给大家,下面有请南风来…
-
安能大件物流电话,安能快运物流电话号码
声明:此类免费信息为每天发布(求职、出租、出售) 内容真假与否请各位亲自行辨别 招聘 【招聘】罗平鸿源电脑(戴尔电脑专卖店)公司因业务需要,诚聘技术人员2名,无不良嗜好,学习能力强…
-
现役最年轻的少将是谁,现役最年轻的少将是谁了
他48岁授予少将军衔,55岁晋升中将,镇守西南边疆长达7年。说起许勇将军,人们提到最多的就是他的身份,西藏军区中将司令员。殊不知这位从战火中走来的传奇将领,还有更多的军旅故事,值得…
-
虎门销烟怎么销毁鸦片,虎门销烟怎么销毁鸦片主要人物
#历史开讲#?虎门销烟是中国近代史上反对帝国主义的重要史例,一直到如今,我们国家禁毒的力度都是相当大。虎门销烟为什么林则徐虎门销烟用海水泡了40多天,为啥不用焚烧的方法呢? 虎门炮…
-
蒋英和李双江的故事简介,蒋英和李双江的故事简介概括
每一个成功的男人背后,往往都伴有一个贤内助,刘邦的身后有吕雉,朱元璋的背后有马皇后,而今天要讲的则是两弹元勋钱学森背后的女人,她叫蒋英,是我国知名的声乐家,著名歌唱演员李双江就曾受…
-
3个人同时玩一个人的感觉电影,三个人玩我一个人感觉
百忙之中您点开我的文章,这一定是特殊的缘分,请点右上角"关注",欢迎您来到我的情感世界。 导语 68岁大爷自述:和三个女人相处后才发现,一个人的晚年更舒心自在。…