
今天有个小伙伴又来了一个新的问题。
问题是这样的:“我今天把我们一个量产的产品重要尺寸根据统计数据做了SPC报告提交给领导去审核,计算得出CpK的值为1.47,按照要求已经大于了1.33,领导确说这个值没有参考意义,这是为啥呀!?”我看了一下他的报告控制图表,原来控制图表有一个异常点存在,他并没有剔除分析原因,自然计算的得出的CPK值就失去了意义。今天我们就来说一下控制图的制作与分析。
在讲解控制图之前,我们先来回顾一下上篇文章提到的CP和CPK的使用前提,然后我们再来细说控制图的制作及分析过程:
“CPK的计算必须满足过程稳定和数据正态分布两个必要条件,没有这两个必要条件所计算出来的Cp和Cpk值是不具有统计学意义的,或者说所得到的Cp和Cpk 不准确。”
那么建立控制图的分为5个步骤:
1、控制图准备
2、收集数据
3、建立控制限
4、过程控制解读
5、延长控制限
下面我们对每一个步骤如何进行来详细解读一下:
1、控制图准备
我认为准备工作,比做一件事更重要,如果你准备的很充分的话,那么我们做就会很容易。
那么我们该怎么准备呢?
首先,要建立过程环境,也就是说要想做这个控制图,首先要给条件。
第二,要定义过程,即我到底研究哪一个过程特性。所以,确定控制图的研究对象的特性是什么,那么这个特性,建议大家要选择顾客所关心的特性。
第三,要确认到底要解决什么问题?选择当前或潜在的问题区域的特性进行研究。如果一个特性控制图已经很好了,这个过程已经控制的非常稳定,就没必要检验它,研究它,因为已经很稳定了。我们解决问题,总要找最关键的,客户(往往不紧指购买产品的客户,也包含我们内部其他部门或者领导)最为关心的问题。
第四,要研究特性之间的关联性,有的特性不好研究或者说研究它花的代价很高,那么这时候怎么办呢?需要找到相关联的特性,是否满足要求,比如说汽车上的压力罐,测试的极限耐压程度,它是一个破坏性的实验,你把它测试完了,它是合格了,但是产品也废了。大家都知道,极限耐压主要还是关注它的焊接是否达到了这个要求,这时候可以通过控制它的焊接电流,焊接电压。通过控制焊接的一种参数来保证最终的结果(这个例子仅作为举例说明助大家理解)。所以有些是需要找到特性之间的关联性的,只有这样研究才会更加有意义也方便。
2、收集数据。
我们第一个步骤准备好了,我们找到了研究对象,那么下面怎么办?开始收集数据。那怎么来收集数据好?
收集数据的时候,我们要抓住两点:
首先,要确定收集多少个数据(子组容量)。要求最少要有25个子组,建议最好收集30组;
其次,要确定多长时间收集一组数据和一组收集几个数据。确定子组与子组之间的间隔时间,一个子组收集几个数据,那么还需要考虑第一个子组跟第二个组间隔多长时间收集,还有这一个子组收集五个数据,这五个数据什么时间收集。
这里重点强调一个取样原则:“组内变异小,组间变异大”原则。也就是说抽样方法就是这两句话,组间变异大,就是说子组与子组之间变化的时间要间隔长一点;组内变异小,就是说一个子组内的几个数据要连续抽样,这样变异就会少。
举个例子:每间隔两天收集一组数据(组间变异大),一组开班后连续收集前五个产品数据(组内变异小),直到收集够25组数据。
只要把这几个问题解决了,那么我们的数据收集也就没有问题了。
3、建立控制限和控制图
首先要计算每个值组的平均值或每个值组的极差,接着描点制作控制图,最后就是建立控制界限。这个我们就不展开描述了,现在利用minitab软件或者自己编制的Excel模板都可以实现,不需要我们手动计算和画图。
4、过程控制解读
我们之所以要用控制图的目的,就是要及时发现过程中出现的异常,这里所指的异常在统计学理论中就是“小概率事件”。
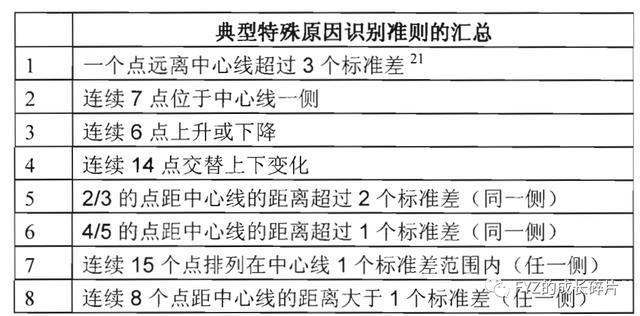
我们这里先列一些SPC手册里面的8个典型特殊原因识别准则,这8个识别准则可以总结为两类:
第一类:准则1作为首先判定原则。因为1个点超过控制限的概率为0.27%,为小概率事件。
第二类:准则2-8根据统计学原理算下来也属于小概率事件,在排列形状上就可以判定其有缺陷。

大家注意到计量型控制图控制总共有2个控制图Xbar图和R图,首先来分析R控制图,然后再分析Xbar图,这两个控制图不能违反上述的8条准则。为什么要这样呢?因为在统计分析过程中,均值被用于位置的控制统计量,极差用于变差的控制统计量。而位置的统计量的控制限依赖于变差的统计量的变化,变差的控制统计量首先被分析以检查稳定性。除非两个图都没有不受控的情形(显示特殊原因),否则一个过程是不能够成为稳定的(统计受控)。
休哈特的这8条准则记忆的时候可能比较困难,很容易忘记,那我再给大家介绍一下比较实用的判定原则:“点线面”原则。
这里多啰嗦一下,我们看一张控制图形的时候不是看它的图形变化的一种曲线,有规律还没有规律,我们反而看它是没有规律的。越是没有规律的控制图反而越是好控制图,这说明是符合随机性原则。
废话不多说了,现在开始说一下“点线面”原则。
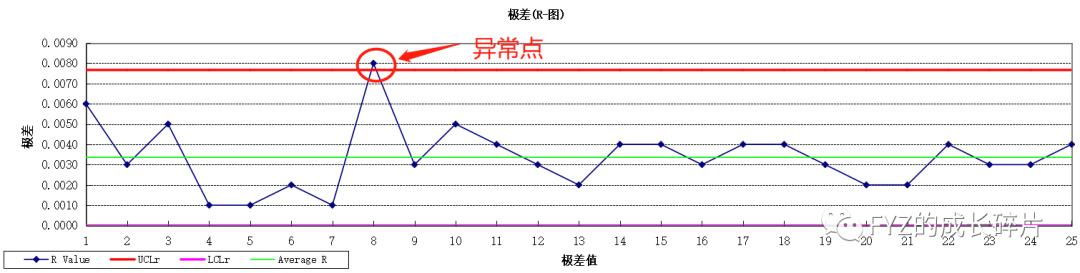
- “点”原则(休哈特准则1):看这个控制图上面有没有点子超过控制界限,如果有一点或者说多个点子超过任何一条控制界限,那么认为这个控制图异常。为什么这样说?因为休哈特控制图的工作原理就是只控制99.73%,剩下还有0.27%没有控制。那么一个点子出现在控制线之外的概率是多少?因为控制图是对称的,所以出现的概率是0.135%。这是一个非常小概率事件,也就是说在这25个点事件下,发生的机会只有0.135%,我们认为是不可能发生的事件。最终认为它是异常的。
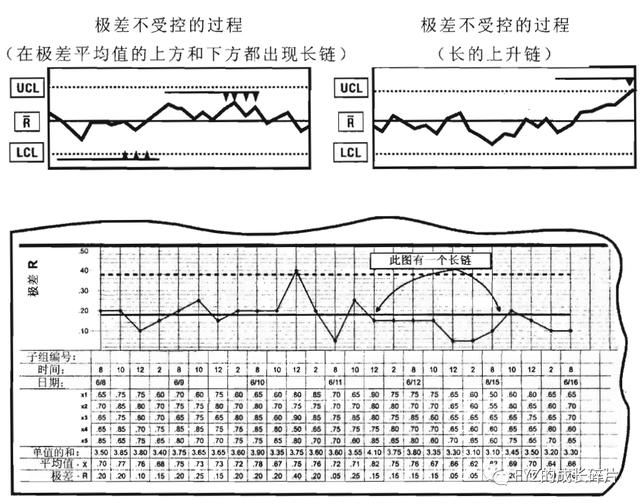
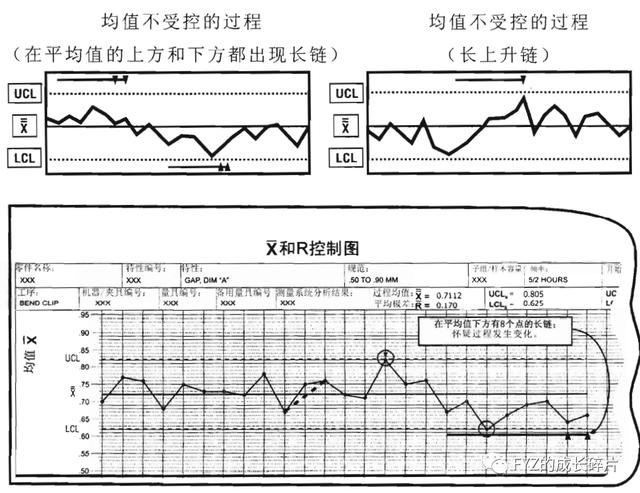
- “线”原则(休哈特准则2-3)。如果在一个控制图中间,有连续7点在中心线的同一侧,连续7点上升或下降,那么我们认为这个控制图,都是异常的。我们简单分析一下连续7点在中心的同一侧也判定为异常的。
- 一个点落在中心线一侧控制限范围内的概率为99.73%/2=49.865%,那么那么这七个点都落在中心线一侧控制限范围内的概率为(49.865%)^7=0.77%。那么发生这种机会是概率非常小的,所以判定它就是异常的,这是我们控制图的一个原理。另外两种情形这里就不展开说了,计算方法一致。
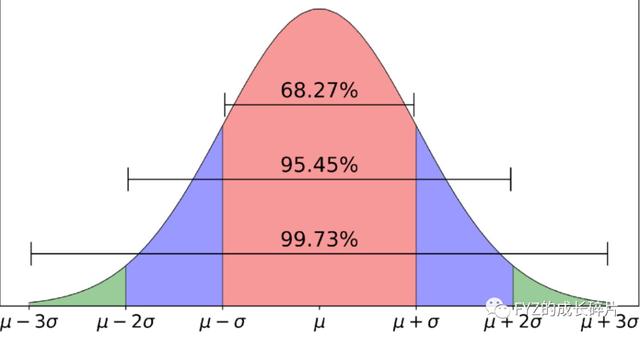
- “面”原则。明显的非随机图形,应依正态分布来判断图形,正常应是有2/3点落在中间1/3的区域(±1σ的区域面积)。
- 按照我们正态分布的趋中心的一个特点,在±1σ的范围内,它的面积是68.27%。统计讲的是大概,那么68.27%大概为2/3。所以应该有多少2/3个点子应该集中在什么中间的1/3区域,如果是这种现象,说明它是正常的,反之它就是异常的。也就是说,如果有25个点子的话,大概应该要有16个点到17个点子,集中在这个控制图的中间的1/3区域,其余的八个点子或者说九个点子分布在两侧,这就是“面”判定准则。这个不太好理解,大家不用纠结,主要记住这个结论就好!
5、延长控制限
如果这控制图是好的,就延长控制线。这个很简单,就不多解释了。
最后再说明一点:
当第四步分析的时候控制图违反了“点线面”判定原则情况,首先把这个点子给去掉,然后重新收集数据,再重新计算控制限,一直计算到没有发生的时候为止,那么控制图才算合格的。这也是为什么建议大家在做计量型控制图的时候,一开始要多收集数据,大概30个子组的原因。就是防止收集30个子组中间,若发现有一两点出现异常的,就可以把这个异常点子给去掉,重新来计算控制。
在实际使用分析控制图的时候建议先考虑“点线面”这三条准则。休哈特其他的判定准则其实是用来做参考的,不能做你的判定的所有的依据,否则肯会加大一种虚发警报的可能性,所以实际的控制图判定稳定不稳定,“点线面”判定准则就够用了。
创业项目群,学习操作 18个小项目,添加 微信:923199819 备注:小项目!
如若转载,请注明出处:https://www.zodoho.com/71496.html
相关推荐
-
自媒体“洗稿”,法律该如何认定?
我国著作权侵权司法实践中核心问题,其实不是认定“洗稿”是否构成“实质性相似”进而构成侵权,而是即便被认定构成侵权,司法支持的赔偿额度非常有限,常常不足以弥补维权成本(资料图)徐凯 …
-
自媒体——动漫剪辑视频
上一篇带来了自媒体文字篇,这期带来视频剪辑的介绍因这个自媒体介绍其实我有想过是要给大家出视频还是文章的时候。但是我觉得网上有很多自媒体教学但是大部分人都是看看,但是并没有实操的情况…
-
社工小组活动计划书,社工老年人小组活动计划书
小组活动现场 大众网·海报新闻记者 魏东辉 通讯员 古瑒 王呈呈 韩燕青 济宁报道 2月19日,济宁高新区黄屯街道联合社工站在街道新时代文明实践所开展了“遇见自己·乐享未来”困境儿…
-
三根筷子搭架子,三根筷子怎么支撑起来
民间一直流传着一种巫术,三根筷子在没有任何作用力的情况下,竟然仅靠一点清水便能直立于碗中,据说这样可使缠绕孩子身体的鬼魂现身,对其诚心跪拜,鬼魂就会放过孩子,保佑其平安。这是怎么一…
-
减肥产品全国排行榜第一,减肥方法七天瘦十斤
#春耕进行时# 种菜久了,看什么都像肥料,什么树叶、菜叶、植物茎秆、杂草等等,只要是看到的,我都想把它们发酵成肥料;过年的时候,亲戚就送来了很多的水果,我就想着先吃着,吃不完的水果…
-
世界最好四种信鸽芬妮卡,世界最好四种信鸽芬妮卡的视频
2022年上海市780公里开封精英赛,可谓是一波三折,5687羽战将不畏严寒,低温的条件下迎接挑战! 这场比赛之前,国内已经上演多长千公里好戏,但大多数都没能实现当日归的成绩,这场…
-
闯入大师赛八强,盖世威代言人张之臻再成中国第一人!
北京时间5月3日,盖世威代言人张之臻以3比6、7比6、7比6击败8号种子泰勒·弗里茨,连续3轮在马德里大师赛完成惊天逆转。 (棒极了,张之臻在马德里书写历史)!”赛会官方社交媒体用…
-
杜甫被称为什么称号,杜甫被称为什么称号居士
毛主席酷爱中国古典文学,尤其对唐代“三李”的诗歌情有独钟。1957年,他在与臧克家等人私底下讨论诗词时,曾经表示自己并不太喜欢杜甫的诗风。 不过就在1958年的春天,毛主席到成都主…
-
格林豪泰酒店加盟费及加盟条件,格林豪泰酒店
总投资2.5亿、面积达120000平方、年产能超100万台……近日,格林豪泰江苏全智能生态新工厂喜迎封顶的消息,迅速成为业内热议的焦点,这不仅标志着格林豪泰…
-
千岛湖最好的五星级酒店排名(深圳五星级酒店排名)
入门五星酒店供给分布图 华美顾问集团华美数据展现了全国五星档次酒店品牌分布情况 (数据来源于酒店集团官网、OTA平台公开数据,均只统计中国大陆地区已开业状态酒店)。 说明:信息及数…