
常用金属材料的手工电弧焊
钢的焊接性能
当前我国主要的焊接结构用的黑色金属材料中,运用最为广泛的是钢。就焊接性能来说,含碳量越低的钢,越易于焊接。一般来说,低合金钢好焊,高合金钢难焊。
下面介绍几种焊接常用的低碳钢、中碳钢和低合金钢。
普通碳素钢 常遇到的有甲类钢和乙类钢两种。
甲类钢——出厂时保证符合一定的机械性能指标。牌号记作“甲”或“A”,如A0、A1、A2、A3……A7等共八种。其中数字表示机械性能等级。焊接结构常用的是A1-A4这四种低、中碳钢。
乙类钢——出厂时保证化学成分,不保证机械性能。牌号记作“乙”或“B”,如B0:B1、B2……B7,数字表示与同前类。这类钢多用于通过机械加工制造的零件上。
普通低合金钢
钢中含碳量和含合金元素量不同,其焊接性能也不相同,为了评定钢的焊接的难易,常引用“可焊性”这个概念。
钢的可焊性是指钢在焊接后能否获得质量优良的、没有裂纹、气孔及其它缺陷的焊接接头的性能。通常把钢的可焊性分为四个等级,即良好、合格、有限和低劣。
低碳钢和A4钢以及合金元素含量较低的合金钢都具有良好的可焊性。中碳钢和合金元素含量较高的低合金钢其可焊性合格或有限。所谓有限,一般是指在焊接时必须在工艺上采取焊前预热工件或焊后热处理才能保证焊接接头质量的焊接性能。
低碳钢如A1、A2、A3,可以选用结422焊条在任何条件下进行手工电弧焊,焊后都能够获得良好的接头质量。
对A4钢或低合金钢如16Mn、15MnV、09Mn2Si等,可选用与母材机械性能相当的焊条如结506或结507,进行手工电弧焊。但必须严格执行焊接工艺,正确调整焊接规范,以便获得满意的焊接质量。对于结构复杂、焊件厚度较大的构件,必须在工艺上采取相应的措施,方能焊接。
普通结构钢工件的焊接
管道的焊接
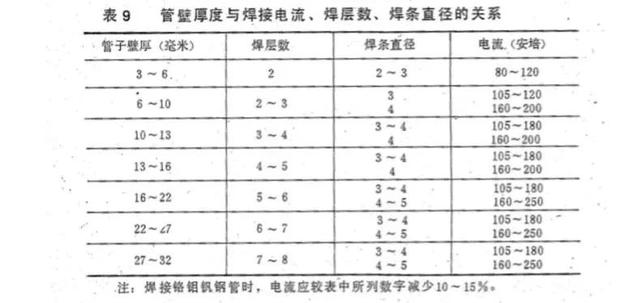
管道的焊接是经常遇到的。厚壁管子的手工电弧焊,采用多层焊,根部的焊接质量最为重要。根部的焊接应采用较小直径焊条,以确保接头根部熔透。其焊接电流的大小应根据管子壁厚、焊接层数、焊缝的空间位置、焊条牌号及焊条直径来决定。表9的数据可作参考。

焊接管子时,每道焊波的宽度不宜大于焊条直径的2~3倍,每层焊肉高度不可大于5毫米。
管子对口点焊时,如管径小于70毫米,只需在管子对称两侧焊上两点定位焊即可。管径较大的可均匀的焊上三点或更多的点。点焊焊肉的高度为:如管壁厚度大于5毫米时,焊肉高度约为5毫米;如管壁厚度小于5毫米时,焊肉高度应与管壁平。点焊焊缝长度约为20~30毫米。点焊焊缝一定要焊透,否则会影响整个焊缝质量。往往会因一为点焊焊缝未焊透或有裂纹而造成应力集中,致使整个焊缝破裂。化工设备(列管式管板)的焊接
化工厂的生产工艺过程,在大多数情况下是有放热或吸热作用的,所以热交换器在化工厂被广泛采用。所谓热交换器,就是使温度较高的载热体把热量传给另一较低的载热体的化工设备。列管式热交换器是由若干管子构成,管子紧密地固定在管板上,管板焊接在外壳的两端,载热体通过交换器可提高或降低其温度。……
对于热交换器的焊接,均按TH3005-59技术要求,采用结422钛钙型普通低碳钢焊条焊接。一般外壳、接管、封头均采取正面焊缝多层焊、反面单层焊的双面焊接。列管的焊接采用平焊,单道单层焊。由于管板厚度为40毫米,而管子是中25×2.5毫米的小管子(如图19),
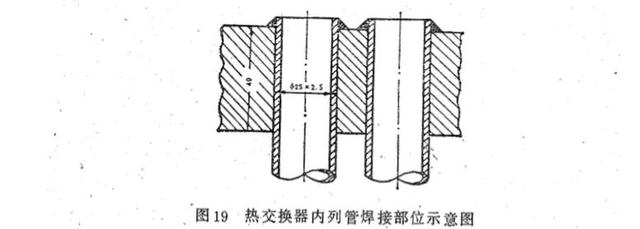
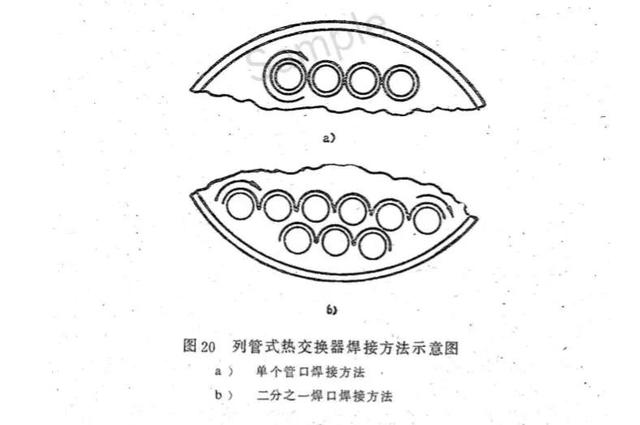
焊接时不能把管子烧穿了,更不能有漏焊的地方,焊缝上不允许有气孔、夹渣、裂纹等缺陷,要求绝对的不漏气。焊接电流一般采用110~130安培。焊接时注意不能连续施焊,致使焊件温度过高。因管板和管子的厚度相差很大,热膨胀和冷收缩不一致,温度高了容易引起焊缝产生裂纹。一般在焊接了三至五排管子后应休息一下,让温度降至手能触摸的程度,然后再往下焊。焊接的方法可以一个管口一个管口的焊接,也可以先连续焊接一排管子的二分之一焊口,然后再连续焊接另二分之一的焊口,直把所有管子焊接起来。单个管口焊接时(如图20a),一个圆周从一点开始走了一圈又焊回这一点,中途不要熄弧,焊缝接头应超过起焊点5~10毫米,焊缝结尾时,焊条应徐徐提起,不要留下未填满的弧坑。上一个管口的接头应被下一个管口压住(如果管子间距大时则不必压住)。一排排管口焊接时(如图20b),应注意二分之一焊口的连接处一定要接上头,不能有漏焊的地方,焊缝结尾时的收弧最好引到管板边缘上,避免焊缝收尾时出现的气孔漏气。
·管板和管口在焊接前一定要清理干净,清除水分,因为铁锈、油污等对焊缝质量有很大影响。
不锈钢的焊接
奥氏体不锈钢的焊接
1.奥氏体不锈钢的焊接特点
奥氏体不锈钢的种类很多,一般在焊接生产上常遇到的是18-8钢(含铬18%、含镍8%的铬镍奥氏体不锈钢)、25-20钢(含铬25%、含镍20%的铬镍奥氏体不锈钢)和铬锰氮钢三大类。其中用得最为广泛的是18-8钢。
奥氏体不锈钢的可焊性良好,焊接时一般不需采取特殊的工艺措施,可是在施焊时,如果焊条或焊接工艺选择不当,焊缝则经常产生晶间腐蚀、刃状腐蚀和焊接时的热裂纹及高温脆化等缺陷。
晶间腐蚀是不锈钢焊接结构极其危险的一种破坏形式,它的特点是腐蚀沿晶界深入金属内部,从表面上看有时不易察觉,但它使结构早期破坏和机械性能显著下降。产生晶间腐蚀的原因,是不锈钢中的碳化铬析出造成晶间贫铬所引起的。不锈钢在450~850°的温度范围内停留一定的时间后,就会丧失抗晶间腐蚀的能力。因此,在焊接过程中,我们就要注意靠近焊缝的母材上、或者相邻的焊道上的某一区域被加热到450~850°的温度时,应避免它停留一定的时间;同时,还要注意选用的母材成分、焊条都应适当,焊接规范要正确。这样,就会有效地防止焊缝产生晶间腐蚀。
刃状腐蚀主要发生在含有钛和昵的不锈钢焊缝的两侧的熔合线处,形成集中腐蚀,如同刃状一样,把焊缝与母材分离。它比晶间腐蚀更为严重。防止刃状腐蚀的方法有:
①焊缝在接触腐蚀介质的一面焊缝最后焊。
②其他防止晶间腐蚀的方法都可以防止刃状腐蚀。
热裂纹是因为奥氏体不锈钢的线膨胀系数大,在焊接加热和焊后冷却时的膨胀和收缩都比较大,会引起较大的应力和变形。防止热裂纹的措施:
①采用低氢型焊条,能促使焊缝金属晶粒细化,减少焊缝中的有害杂质,提高焊缝的抗裂性。
②尽量采用快速焊,减小焊缝过热,采用小电流,缩小热影响区,增强焊缝抗热裂纹的能力。
③焊接结束或中断时,收弧要慢,弧坑要填满,以防止火口裂纹的产生。
2.焊接工艺:
焊接不锈钢采用直流反接。
焊接电流不宜大,电弧应尽可能压短,以窄道焊为宜,快速焊,急冷却。
不锈钢的立焊采用快速间断焊,每层焊肉还在液态状态下间③
断焊接,焊条不作摆动,立焊和仰焊需采用直径较小焊条,小电流施焊。
④与腐蚀介质接触的工作面焊缝应最后施焊,以防止焊缝出现刃状腐蚀。
焊接时,用水对已焊好的焊缝悴火作固溶处理,以防止晶间腐蚀。
不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀能力。
对不锈钢焊接后变形的矫正,只能冷矫,不能用热矫。
多层焊时,每层必须彻底清渣,并等前层焊缝冷至40~50℃时,再焊后一层。在可能条件下,每层焊的施焊方向与上一层相反。
3.焊接的操作方法
① 引弧 引弧时采用接触引弧法,电焊条垂直对焊件进行碰击,然后迅速将焊条离开焊件2~3毫米,当产生电弧后,焊条与焊件应保持最短的电弧。引弧时,焊条一定不能提得太高,电弧一拉高便非常容易产生气孔。
施焊开始引弧或在施焊中因换焊条后的重新引弧,均应在起焊点前面10毫米左右的焊缝坡口内引弧,然后将电弧移到起焊点处,切记不要在焊缝两侧母材上引弧,以免损坏不锈钢表面,造成不锈钢丧失抗腐蚀能力。
运条 运条时,最好不作或少作横向摆动,以窄道焊为宜,
②次焊成的焊缝宽不超过焊条直径的3倍。电弧应尽量压短,焊条在前进中只需将焊条压紧焊件上作直线状平稳地向前移动。不锈钢的焊接全部采用顶弧焊法。开坡口的不锈钢的焊接应采用多层多道焊法。
③熄弧 熄弧时,应将焊条端部逐渐往坡口斜边拉或将焊条逐渐稍往回拉,以逐渐缩小熔池,并填满弧坑,以减少火口裂纹及气孔的产生。
在焊接奥氏不锈钢时,一方面要考虑焊接接头的一般强度问题,也要考虑到奥氏体不锈钢的热裂纹比一般低碳钢大得多,更主要的还应当保证焊接接头某些特殊性能的要求,比如对不锈钢要具有良好的抗晶间腐蚀的能力,对耐热钢一方面要求具有高温强度及抗氧性能良好的接头;另一方面也要考虑接头在长期高温工作条件下有一系列高温脆化问题,所有这些,都给焊接工作提出更高的要求和带来了新的困难。
另外,奥氏体不锈钢的熔点比低碳钢低,但比重比低碳钢重,铁水的流动性大,因此在同样条件下进行空间位置的焊接,不锈钢要比低碳钢困难,铁水容易向下流,焊波易松弛。
从焊接工艺上来说,奥氏体不锈钢在450~850℃的温度内如停留的时间过长,会产生晶间腐蚀和热裂纹倾向,所以焊接速度应尽可能快些。
铬不锈钢的焊接
铬不锈钢具有一定的耐蚀、耐热和耐磨性能,但铬不锈钢的焊接性能较差,焊接时必须注意选择适当的焊接工艺和焊接材料。
1.铬13不锈钢的焊接
焊接铬13不锈钢时,若采用同类型焊条(如铬202、铬207、铬211)焊接,则需在焊前预热至300℃以上,焊后经700℃左右的回火缓冷处理。若没有条件焊后处理,可采用塑性好的铬镍不锈钢焊条(如奥107、奥207)焊接。否则可能会出现裂缝。
2.铬17不锈钢的焊接
焊接铬17不锈钢时,若采用同类型焊条(如铬302、铬311)焊接,则需在焊前预热至200℃左右,焊后经800℃左右正火处理,也可采用可焊性好的铬镍不锈钢焊条(如奥107、奥207)焊接,焊后可不进行热处理。
3.铬28不锈钢的焊接
此类不锈钢的焊接,采用纯奥氏体的铬镍不锈钢焊条如奥402、奥407焊接,焊前预热至150℃左右,焊后进行875℃正火热处理,焊时采用小电流。
铸铁的焊接
灰口铸铁的焊接性能
灰口铸铁的焊接,主要用于修复损坏了的铸铁零件和焊补浇注后产生的气孔、渣孔,缩孔、裂缝、夹砂、浇不足等缺陷,使其由坏变好,因此具有很大的经济价值。
灰口铸铁因为含碳量高,强度低,塑性差,脆性大,导热性能差,对加热和冷却的敏感性高,所以焊接起来比较困难,是黑色金属中最差的一种。焊接时容易产生白口组织、焊缝炸裂及气孔等问题,应注意防止。
灰口铸铁焊补方法的选择
灰口铸铁焊接时,应根据材质的不同,机械加工要求的不同,以及修补件的重要性等来选取焊接方法。
1.热焊
热焊分为整体预热和局部预热(加热减应区)两种方法。热焊时,工件在焊前要预热到550~700℃,并在整个焊接过程中一直保持这个温度,焊后要保温缓冷。热焊的焊缝接头强度、金属组织和基本金属相近,焊接后焊缝金属不会白口化,便于机械加工,但是,整个工件加热到高温,有可能产生不可纠正的变形。热焊只能适合于平焊位置,因为铸铁熔化后流动性大。预热需一定的设备,当工件大时,预热就有一定的困难。从经济价值讲,热焊的成本高,热焊时工人劳动条件差。
2.冷焊
冷焊的工件,焊前不需要预热,冷焊时的焊接位置不受限制、平、立、横、仰焊都能进行。但是由于工件局部突然受到高热作用,使焊缝金属组织不太均匀,焊后白口化可能性大,接头硬而脆,机械加工困难。焊后往往容易产生裂纹。
选择铸铁件的焊补方法:应根据焊件的形状、缺陷部位、焊件用途、经济价值和焊后需不需机械加工及生产条件的可能性而定。如果工件焊后不需机械加工,缺陷部位在工件的孤立部位,能自由伸缩的可采用冷焊。如果缺陷在工件的部位受同一工件其它固定部分的限制,可进行局部预热,在固定部位加热的情况下进行焊接。选择加热部位的原则是,在焊接过程中使能做到同一个方向同时膨胀,冷却时同一方向同时收缩,即可避免裂纹的产生。如果铸件形状复杂,体积小,缺陷部位不能自由伸缩,焊后必须机械加工的,可采用整体加热的方法。一般地说,修理重要铸件的任何缺陷,用热焊方法是可以保证质量的。
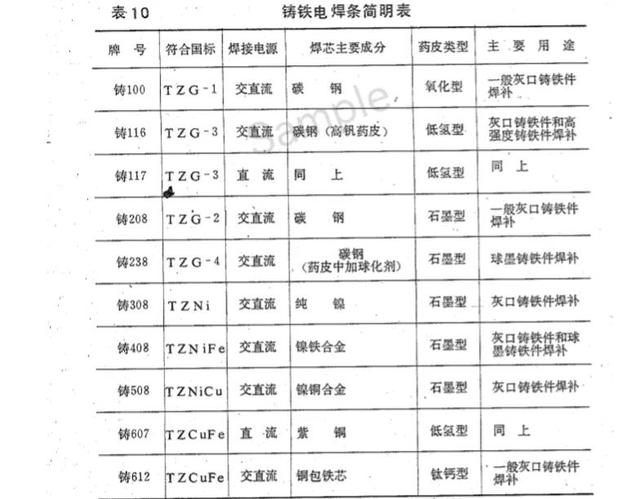
铸铁电焊条
目前我国生产的铸铁电焊条有十种以上,见表10。可按不同的铸铁材料,不同的切削加工要求及修补件的重要与否分别选用。
铜和铜合金的焊接
铜的性质、种类
铜具有高的导热性、导电性、好的耐腐蚀性,铜对低温不敏感,随着温度降低而保持高的塑性是铜的特性。
铜的分类:含铜量达99.9%的铜叫紫铜(又称红铜、纯铜、电解铜);铜和锌的合金称黄铜;铜和铝、锡、磷等其它所有合金统称青铜。
按制造工艺,铜可分为两种。一种为辗压铜及铜合金,俗称熟铜。
熟铜可以辗压或拉延成不同厚度的铜板和合金板、不同规格的管子和各种形状的棒料,其焊接性能较好。另一种是铸造铜,俗称生铜。生铜可通过铸型直接浇铸成所需要的形状的部件和产品。生铜的焊接性能较差,一般只用于修复和补焊上。
铜及铜合金的焊接工艺
铜及铜合金焊接时,应采用较强的电流值,工件大的应预热。由于铜的热胀冷缩性大,在凝固时发生较大的收缩应力,造成裂缝和变形,所以焊件组装的间隙要宽,坡口角度要大,铜的焊接采取焊前预热和焊后锤击,以减小焊接应力及使晶粒细化。
焊接前应彻底清除焊接处的氧化物杂质及水分,以防止铜的氧化。
在铜焊条中加入一些脱氧剂,可以防止合金元素的氧化及蒸发。
目前我国生产的铜及其合金电焊条常用的主要有三种:①铜107一低氢型紫铜电焊条。②铜227一低氢型磷青铜电焊条。③铜237一低氢型铝青铜电焊条。铜电焊条在焊接前应经250℃左右恒温烘干1~2小时再使用。
紫铜的焊接,采用直流反接。焊条作直线运动,不宜作横向摆动。
短弧快速焊,焊件在焊前预热至300~400℃。焊条在150~200℃烘烤1~2小时再使用。
黄铜的焊接,大多用直流正接,焊条作沿焊缝的直线运动,短弧快速焊,焊接电流比紫铜焊时小,焊前工件预热至250~300℃,施焊部位一般保持在水平位置。
青铜的焊接规范基本上与铸铁冷焊相似,采用直流反接。焊条作直线运动,短弧快速焊。在冷却的过程中用小锤锤击焊缝,消除应力,施焊部位保持在水平位置。
焊接紫铜用铜107电焊条,焊接黄铜用铜227或237电焊条,焊接锡青铜用227电焊条,焊接铝青铜用铜237电焊条。
铝和铝合金的焊接
铝具有良好的塑性和较高的导电性、导热性,同时还有抗腐蚀的能力。铝的比重小(为2.6~2.7),比铁轻三分之二,热膨胀系数大(为0.000024),收缩性也很大。铝合金的强度较好,重量轻,加工性能好,适宜压制、焊接、锻造等多种加工。
铝及铝合金的焊接性能
由于铝和铝合金有它独具的性能和特点,因而,它给焊接造成了困难,以致成为一种较难焊接的金属。下面介绍铝在焊接操作时常遇到的问题:
1.铝从加热到开始熔化的整个过程中,颜色没有明显的变化,不易正确掌握火候,给焊接造成困难。
2.铝的氧化性很强。铝在空气中氧化,形成氧化物熔点很高,用气焊火焰很难将它熔化,而氧化铝的比重比铝大,焊接时很容易被夹渣到焊缝的熔化金属中去,形成夹渣。焊接时为了减少氧化铝的影响,需要使用焊药,为了搅破熔池表面的氧化膜,要采用一定的运条手法来填加焊丝,使操作技术更加复杂一些。
3.由于铝的强度低,随着温度的升高,强度更低,纯铝在375℃(脆化点)时,强度不超过1公斤/毫米2,常常不能支撑住铝本身的重量,有时当你还以为表层氧化铝还未熔化时,熔池一下子被烧塌了一大块。
4.从铝和铝合金的焊接性能来说,在铝的焊接过程中,常出现气孔、裂缝等问题。
5.铝在高温下强度低,容易形成裂纹。
6.铝具有较大的凝固收缩率和热膨胀系数,使焊件产生较大的变形和应力,容易引起裂纹。
调整焊缝中的合金成分,来改变易熔共晶体的存在形式和结晶条件,是防止产生热裂纹的方法之一。另外,采用焊前预热的方法,使合金的变形增长速度与经过有效结晶从温度区间的结晶时刻相错开,防止热裂纹的产生。工艺上还可以通过调整焊接规范,焊接方法和工件的刚度、坡口型式等方面去解决问题。比如相近焊缝避免交叉,使用热量集中、功率强大的焊接方法,以及锤击焊缝;提高接头强度,提高抗裂性能。
铝及铝合金的手工电弧焊
氢弧焊是焊接铝及铝合金较完善的方法。在没有氢弧焊的地方,大多采用气焊方法,电弧焊用得很少。使用手工电弧焊焊接铝时,在焊接的过程中电弧不稳定,焊速也不易掌握,焊道成型不美观,还经常出现元素烧损,以及气孔、热裂缝等缺陷。为克服以上困难,施焊时应注意如下事项:
由于铝焊条涂料系盐基型,极易受潮,使用前应经150℃左右烘烤1~2小时再行使用,通用的焊条见表11。
施焊前,焊件坡口处的油污、氧化物等杂质应用碱蚀法消除干净。采用直流电源反极性(焊条接正极)焊接,焊前可根据焊件厚度加热到200~300℃后施焊。焊接时,焊条应垂直焊件表面,同时不作摆动,电弧应尽量压短,以减少空气侵入。更换焊条必须快速进行,焊接薄板时最好采用垫板。
焊完后,对焊缝留下的残渣必须用水洗刷干净,以免产生化学腐蚀。

在生产实践中,往往会碰到两种不同金属的焊接,如碳钢与低合金钢、碳钢与不锈钢、碳钢与铸铁、铸铁表面堆焊等等。对于这些异种金属材料的焊接,可按其不同的金属及焊件对机械性能、耐蚀、耐磨等工作条件的要求,正确选用焊条和焊接规范进行焊接。
选择焊接材料的原则:一般要求焊缝接头的强度应大于被焊金属的最低强度,并能保证焊缝接头强度高于较低强度的材料,而焊缝的塑性及冲击韧性则不应低于强度较高而塑性韧性较差的材料或设计规定的要求。
拟制焊接工艺的原则:确定焊接工艺,可参照可焊性较差这一方面的材料来拟定。
碳钢与低合金钢的焊接
在焊件的机械性能要求不高时,可采用结422焊条焊接。在要求高时,采用结507焊条焊接,焊前最好预热至200℃。
碳钢与不锈钢的焊接
在以碳钢和低合金为基体表面堆焊不锈钢时,过渡层选用奥307焊条,表面层堆焊时选用奥102或奥107焊条。
碳钢与铸铁的焊接
可采用不锈钢焊条,也可采用铜焊条焊接。在对机械性能要求不高时还可采用铸铁焊条焊接。
铸铁表面堆焊铜
可按铸铁性质及零件的工作条件选不同类型的铜电焊条。
低合金钢与低合金钢的焊接
按其不同合金成分含量及强度等级选用结507、结707或热307、热407焊条进行焊接。
创业项目群,学习操作 18个小项目,添加 微信:923199819 备注:小项目!
如若转载,请注明出处:https://www.zodoho.com/97958.html
相关推荐
-
如何一文看懂品牌营销推广岗位细分?
Hello 大家好,我是C姐,一位二孩职场妈妈。微信公众号:C姐说品牌 我的标签: 亚马逊站外deal,KOL网红营销,媒体PR,SNS粉丝运作,品牌IP打造 最近,有小伙伴问我:…
-
锁味零食连锁店怎么加盟,锁味零食连锁店怎么加盟费多少
上周我们聊到了在区域复制下半场的加盟商选择思路,核心在于找到适合自己品牌单店模型的加盟商。这个阶段对于我们的品牌创始人的定力是有要求的。 连锁 加盟品牌失败案例 有很多品牌只要来了…
-
除甲醛公司大概多少钱,除甲醛公司多少钱一次
室内清除甲醛一般是按照室内建筑面积收费的,北京作为一线城市,专业的除醛收费一般在30-100元每平方米,当然,不同的收费标准包含的服务内容是不一样的,主要体现在使用的除醛产品、除醛…
-
营销和推广的区别与联系是什么?
营销包含推广。最典型的例子就是七步营销论的第五阶段就是推广。什么是“推广”?“推广”就是将产品和品牌信息告诉经销商、消费者的行为。为了让消费者能快速认同产品的价值,我们必须主动与消…
-
免费约会app推荐,免费约会app推荐下载
随着科技的进步,APP现在有很多社交软件,很多人都在用社交软件找女朋友。下面就和大家分享一些用社交软件找女朋友的方法。如果你感兴趣,让我们看看在哪里找女朋友。在各种约会软件的社交软…
-
于斐老师谈:葡萄酒2022年如何做好市场营销?(一)
蓝哥智洋国际行销顾问机构 于斐 很多进口葡萄酒运营商喜欢唯美,谈文化、谈背景、谈品味、谈未来的莺歌燕舞…… 在此,我要提醒:请赶紧务实和接接地气吧,好好谈谈需求、谈谈营销、谈谈品牌…
-
外贸尾货是不是正品(广州尾货走份大骗局)
1. 库存街:义乌目前主要库存在五爱梅湖八足塘朱村,还有很少人知道的石柱下,离得都很近,五爱和梅湖发展的比较早规模也比较大,但里面很多并不是尾货,是一些新品价格普遍偏高,但货源很充…
-
冰淇淋蛋糕和普通蛋糕区别在哪里,冰淇淋蛋糕和普通蛋糕区别在哪儿
雪糕,本应“飞入寻常百姓家”的解暑佳物,为何摇身一变成为天价“雪糕刺客”?近日,深晚记者随机走访了部分大型超市、便利店及商圈雪糕门店,解密商家提升雪糕“身价”的几大手段。 ▲在某便…
-
中国十大招鬼禁术电影,中国十大招鬼禁术电影名字
试想像一下,你本来正在工作,因内急而匆匆地赶去洗手间,小便过后,你觉得身心舒畅,你在洗手后正要回去座位工作,可是你赫然发现,你再也找不到出口的门,你会怎样呢,又一次,你在洗手间里想…
-
斥巨资是什么意思,斥巨资是什么意思
面积还没有天津大的卡塔尔这次花了2200亿美金来办世界杯,你要知道他们国家只有不到300万人口,这2200亿美金平均到每个公民身上都是七万多美金,差不多人民币50万,注意是每个人哦…